

Brides de soudage bout à bout JIS
Brides à souder bout à bout
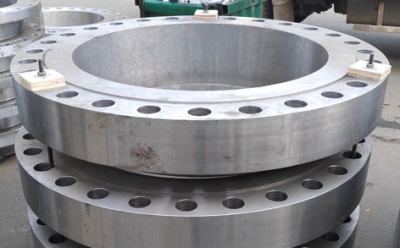
Un type de raccord de tuyauterie
La bride de soudage bout à bout est une sorte de raccord de tuyau, qui fait référence à la bride avec un col et une transition de tuyau ronde et reliée au soudage bout à bout du tuyau.
La bride de soudage bout à bout n'est plus typique à se déformer, se scelle bien, est particulièrement utilisée, présente les nécessités rigides et élastiques correspondantes et une transition d'amincissement précise du soudage bout à bout, le joint de soudage est éloigné de la surface du joint et le revêtement de sol du joint est protégé contre la déformation due à la température de soudage, il adopte une structure accélérée et difficile de poussée de toux, qui est magnifique pour les pipelines avec d'énormes fluctuations de contrainte ou de température ou pour les pipelines avec une température immodérée, une contrainte immodérée et une basse température, et est couramment utilisée pour le raccordement de pipelines et de vannes. avec un PN accéléré supérieur à 2,5 MPa et est en outre utilisé pour le transport de conduites de fluides coûteux, inflammables et explosifs.
Forgeage, fonderie et tournage de plaques médianes
Brides plates soudées
Forme de connexion : soudage simple face, connexion par écrou double face.
Facteurs du produit Belle apparence, surface sur la main, résistance aux acides et aux alcalis, anti-corrosion, performance de texture robuste.
Processus de production : découpe au four à oxygène, forgeage par excellence ou forgeage de produits finis et formage réduit.
Méthode de traitement : tournage CNC de haute précision, perçage radial CNC et perçage.
Paramètres du produit
(2) Diamètre du cercle central du trou de boulon : 50 mm ---- 2130 mm
(3) Diamètre du trou de boulon : 11 mm-30 mm
(6) Épaisseur de bride : 12 mm-58 mm
(7) DIAMÈTRE EXTÉRIEUR DU TUBE : A(17,2-2032MM) B(14-2020MM)
(8) Diamètre interne de la bride : A(18-2036MM) B(15-2024MM)
(9) Poids théorique de la bride : 0,36 kg--234,6 kg (DN1800)
1. La qualité de la bride à souder bout à bout et ses exigences techniques doivent répondre aux exigences correspondantes de JB4726-4728. 1. Les pièces forgées en carbone métallique et en acier inoxydable austénitique avec une contrainte nominale PN de 0,25 MP à 1,0 MPa sont autorisées à utiliser des pièces forgées de classe I. 2. En plus des dispositions suivantes, les pièces forgées avec une contrainte nominale PN de 1,6 MPa à 6,3 MPa doivent répondre aux exigences du grade II ou des qualités de forgeage supérieures. 3. Ceux qui satisfont à l'une des conditions suivantes doivent satisfaire aux exigences du III. et pièces forgées : (1) Pièces forgées pour brides avec contrainte nominale PN≥10,0MPa ; (2) Pièces forgées métalliques en chrome-molybdène avec une contrainte nominale PN>4,0MPa ; (3) Pièces forgées en acier ferritique avec contrainte nominale PN>1,6MPa et température de fonctionnement ≤-20 degrés Celsius.
2. Les brides soudées bout à bout sont généralement constituées de pièces forgées ou de procédés de forgeage et de laminage. Lorsqu'elles sont fabriquées avec des plaques ou des profilés métalliques, les exigences suivantes doivent être respectées : 1. La bride soudée bout à bout doit être examinée par voie de défaut ultrasonique en plus des défauts de délaminage ; 2. Il doit être coupé en bandes le long du parcours de laminage de l'acier, et chaque jour en un anneau avec l'aide bénéfique effectivement recommandée du pliage et du soudage bout à bout, et la surface du métal doit former une surface cylindrique de l'anneau. . La plaque métallique ne doit plus être usinée pour former une bride soudée bout à bout avec un col ; trois La soudure bout à bout de l'anneau est sélectionnée pour être une soudure véritablement pénétrée ; 4 La soudure bout à bout de l'anneau doit être traitée à chaud après le soudage, et une détection de défauts par rayons ou par ultrasons à cent parts doit être effectuée, et la détection de défauts par rayons répond aux exigences de la classe II JB4730, et la détection de défauts par ultrasons répond aux Exigences de classe I du JB4730.
3. La pente de l'extrémité extérieure du col de la bride à souder bout à bout ne doit pas dépasser 70°. La bride de soudage bout à bout contrôle strictement les paramètres techniques de certains éléments de fabrication et de soudage afin de garantir qu'elle puisse jouer un rôle complet dans la fabrication et l'utilisation.


Nouvelles connexes
